
- Strona główna
- Blog
- HISTORIA MASZYN EOS SERII M - PRACUJĄCYCH W TECHNOLOGII DMLS
HISTORIA MASZYN EOS SERII M - PRACUJĄCYCH W TECHNOLOGII DMLS
{kind=link}
{kind=link}
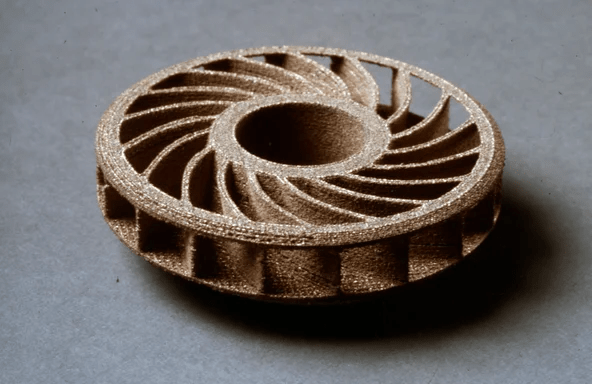
Firma EOS GmbH od prawie 25 lat dostarcza przemysłowe rozwiązania do laserowego przetopu proszków metalowych w technologii DMLS (Direct Metal Laser Solidification), prezentując w 1995 swój pierwszy komercyjnie dostępny średniej wielkości system EOS M250. Maszyna została wyposażona w laser CO2 o mocy 100 W, który umożliwił przetop proszku na bazie miedzi Cu 3201, co symbolicznie zapoczątkowało szybkie wytwarzanie narzędzi, czyli tzw. rapid tooling.
{kind=link}
- DM20 bazujący na stopie brązu charakteryzuje się łatwą obrabialnością i wysokim współczynnikiem wymiany ciepła, dzięki czemu znajduje swoje zastosowanie w wykonywaniu prototypowych form wtryskowych. Istotną cechą jest także odporność korozyjna.
{kind=link}
- DS20 to proszek stalowy z dodatkiem Ni, którego głównym zastosowaniem jest wykonywanie narzędzi charakteryzujących się wysoką precyzją, dzięki czemu wykorzystywany jest w wytwarzaniu prototypowych form wtryskowych do przetwórstwa tworzyw sztucznych, odlewnictwa ciśnieniowego, a także obróbki plastycznej. Charakteryzuje się niższą jakością obróbki wykańczającej i przewodnością cieplną od DM20, ale wyższą twardością i wytrzymałością Rm.
- DSH20 to stal stopowa z dodatkiem Cr, Ni i Mo, posiadająca podwyższoną twardość oraz odporność na ścieranie, a także wyższy współczynnik przewodności cieplnej i wytrzymałość Rm od DS20.
Stopy te dały możliwość wytwarzania form i narzędzi do różnych zastosowań, pracujących w szerokim zakresie temperatury nawet do 1100°C. Otworzyło to wiele zastosowań i możliwości z zakresu wytwarzania komponentów z proszków stopowych.
Zaczęto analizować alternatywne źródła energii i lasery o innej długości fali, aby móc stworzyć kolejną generację systemu M2XX, która da możliwość jeszcze szerszego spektrum przetwarzanych materiałów. W ten sposób w roku 2004 swoją premierę miał system EOS M270 z zastosowaniem lasera iterbowego o mocy 200 W i długości fali 1060 – 1100 nm, co zaowocowało poszerzeniem portfolio o takie materiały jak stopy tytanu i kobalt-chrom, które znalazły zastosowanie w pierwszej kolejności w stomatologii i dalej w medycynie. Nowa generacja dała także możliwość pracy ze zmiennym zasilaniem azotem bądź argonem.
{kind=link}
W 2006 roku do oferty weszła stal MS1, czyli niskowęglowa stal martenzytyczna, która znalazła szerokie zastosowanie szczególnie w wytwarzaniu form do przetwórstwa tworzyw sztucznych. Materiał uzyskał twardość w granicach 53 HRC w wyniku obróbki termicznej, co pozwala na zastosowanie go do wytwarzania narzędzi nadających się do seryjnej produkcji elementów z tworzyw sztucznych. Od tego czasu narzędzia w wielu przypadkach przepracowały już miliony cykli wtrysku, tym samym potwierdzając dojrzałość technologii i żywotność narzędzi w radpid-tooling.
{kind=link}
Lata 2008 – 2010 to pojawienie się trzeciej generacji systemu EOS M2XX i wprowadzenie lasera 400 W. Wyższa moc lasera pozwoliła na wprowadzenie nowych materiałów do oferty, takich jak Aluminium i Inconel 625 oraz nowych parametrów przetwórczych o wyższej prędkości wytwarzania. EOS M280 posiadał również powiększoną komorę w osi Z do 325 mm, co umożliwiło wytwarzanie większych elementów. Ze strony układu gazu ochronnego wprowadzono udoskonaloną stację filtrów o wyższej sprawności i laminarny przepływ nad powierzchnią platformy roboczej, celem poprawienia czystości warunków podczas procesu budowania. Przepływ gazu odprowadzał iskry, dym oraz inne uboczne produkty przetopu. W M280 poprawiono konstrukcję komory procesowej usprawniając ergonomię pracy dla operatora. Wszystkie modyfikacje wpłynęły dodatnio na jakość i prędkość wytwarzanych elementów.
{kind=link}
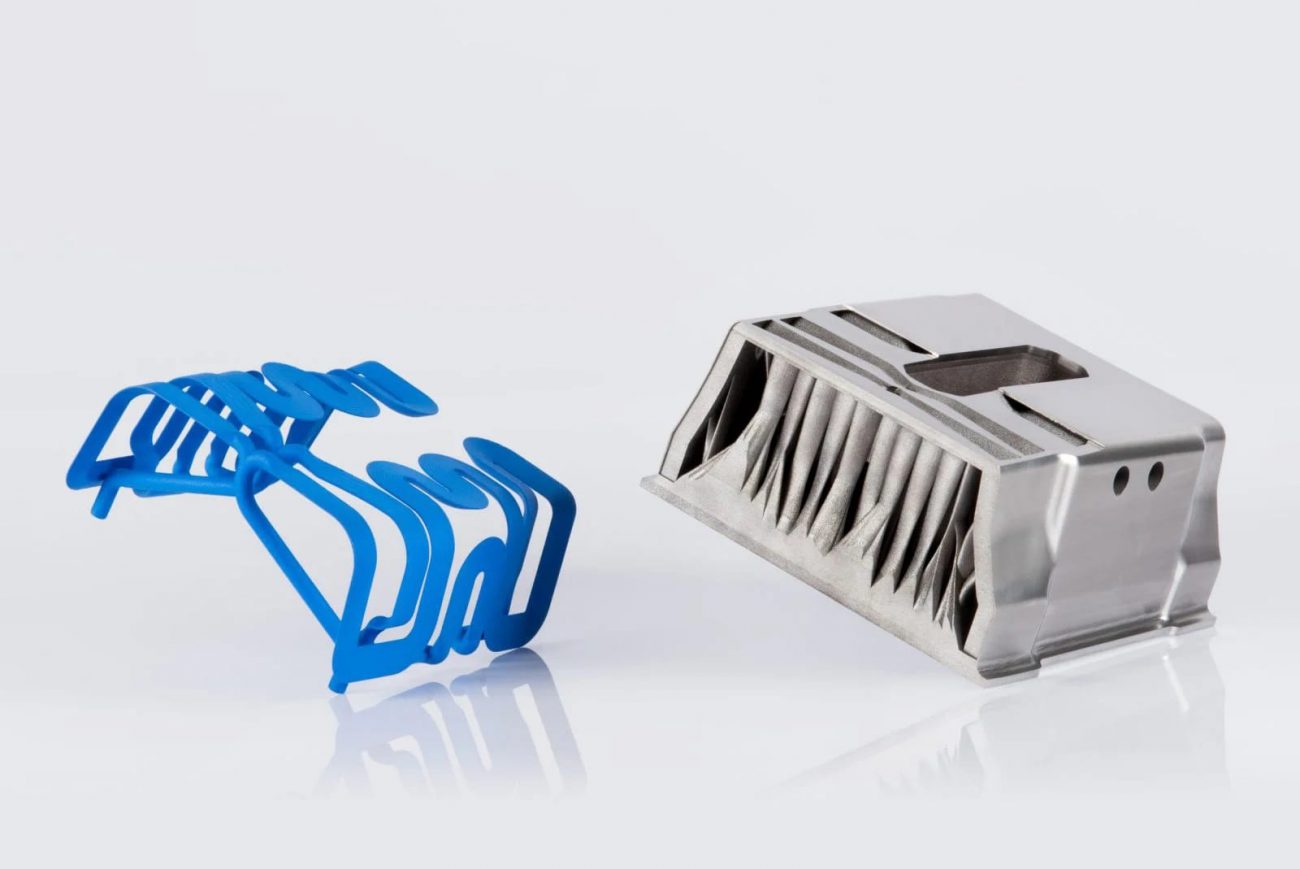
Trzecia generacja urządzenia serii M2XX dzięki swoim cechom zaczęła być coraz szerzej stosowana przez branżę lotniczą w kwalifikowanej produkcji komponentów.
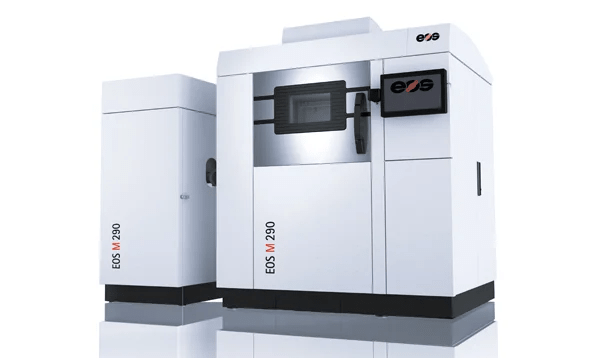
W 2014 na 25-lecie firmy producent przedstawił system EOS M290, który był nową konstrukcją odpowiadającą wymaganiom jakości produkcji. Wdrożono nową architekturę oprogramowania EOSYSTEM oraz kontrolę parametrów przetwórczych EOSPrint. Kolejna generacja posiada cyklonowy system filtracji gazu osłonowego z automatycznym czyszczeniem filtrów, co kilkukrotnie wydłużyło ich cykl życia.
{kind=link}
EOS M290 w porównaniu z systemem M280 wyposażony został w rozwiązania kontroli warunków pracy EOSAME z funkcją monitorowania, analizy i raportowania, dzięki czemu możliwy jest podgląd obrazu, analiza jeziorka przetopu, a także tomografia optyczna w czasie rzeczywistym. Użytkowanie urządzenia stało się przyjaźniejsze dla operatora poprzez zastosowanie dotykowego ekranu i bardziej czytelnej szaty graficznej. Zaawansowana kontrola jakości zaczęła być wykorzystywana przy kwalifikowanej produkcji implantów medycznych z tytanu, w skutek czego EOS M290 jest dotąd wykorzystywany przez najbardziej wymagającą branżę – medycynę.
{kind=link}
System EOS M290 w 2018 roku stał się także bazą do wprowadzania modyfikacji pod indywidualne potrzeby klientów i tak dzięki zależnej firmie AMCM GmbH, która specjalizuje się w produkcji drukarek 3D do metalu na zamówienie, EOS wprowadził możliwość stosowania innych źródeł energii. M290 jest aktualnie dostępny z laserem 1 kW lub w układzie dwóch laserów. Wprowadzono także modyfikacje średnicy plamki lasera, gdzie zastosowano technologię FDR (FineDetail Resolution), czyli plamkę o średnicy 0,04 mm do wytwarzania bardzo precyzyjnych elementów. Istnieją także możliwości grzania platform roboczych do 500°C, a nawet 750°C.
{kind=link}
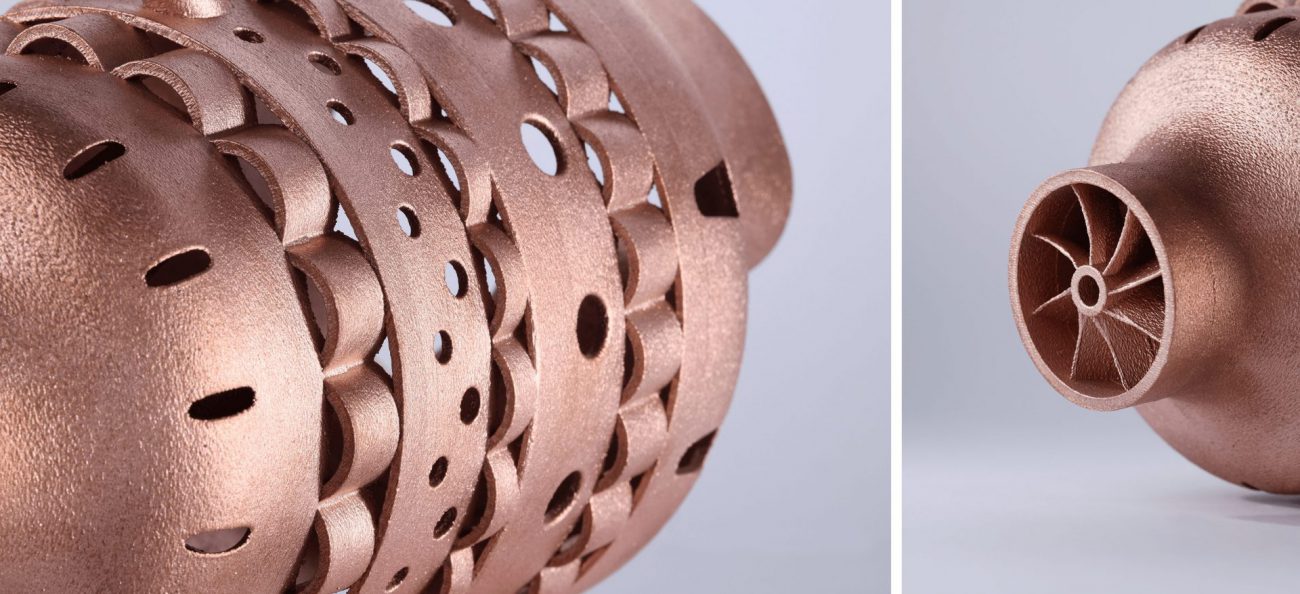
Obecnie na rynku jest wielu użytkowników technologii DMLS, gdzie znacząca część posiada kilka, a czasem kilkanaście maszyn serii M2XX. Odbiorcy mogą korzystać z gamy ponad 20 stopów od aluminium przez stale nierdzewne, narzędziowe (1,2709, H13, Corrax), stopu niklu, stopy tytanu aż po wolfram czy czystą miedź.
{kind=link}
Od pierwszego urządzenia pracującego w technologii DMLS upłynęło wiele czasu. W tym okresie dostarczono na rynek ponad 1500 systemów średniej wielkości, w tym samego modelu EOS M290 ponad 900, z czego ponad połowa spełnia normy produkcji certyfikowanej dostarczając komponenty na rynki regulowane, jak medycyna i lotnictwo, a firma EOS GmbH przez lata w prywatnych rękach rodziny dr Hansa Langera wyrosła na lidera technologicznego branży.