
- Strona główna
- Blog
- Innomia - Wykorzystanie produkcji addytywnej w chłodzeniu konformalnym
Innomia - Wykorzystanie produkcji addytywnej w chłodzeniu konformalnym
O firmie
{kind=link}
Innomia jest partnerem renomowanego dostawcy części w branży motoryzacyjnej, firmy Magna, wspierając ich w optymalizacji procesów produkcyjnych. Zaawansowane technologicznie drukarki 3D umożliwiają wytworzenie doskonałych form wtryskowych posiadających kanały konformalne, które zapewniają pełną kontrolę nad procesem produkcji części z tworzyw sztucznych.
Wspólnicy dokładają wszelkich starań, aby zapewnić najwyższą jakość i efektywność swoich rozwiązań oraz wspólnie dążą do perfekcji w każdym detalu. Widać to nawet po tak zapomnianych częściach wyposażenia, jakimi są podłokietniki między przednimi siedzeniami auta.
Wyzwanie
Firma Magna podjęła się produkcji plastikowych elementów dla środkowego podłokietnika, opierając się na tradycyjnym procesie formowania wtryskowego. Procedura ta obejmuje stopienie tworzywa sztucznego z włóknem szklanym, wstrzyknięcie go do formy, gdzie zastyga, a następnie przesłanie gotowego produktu do producentów samochodowych lub innych podmiotów wchodzących w skład łańcucha dostaw. Choć opisana ścieżka może wydawać się czymś prostym, w rzeczywistości mamy do czynienia z procesem skomplikowanym, gdzie każdy element musi idealnie ze sobą współgrać.
Wyzwaniem w całym procesie formowania wtryskowego okazało się:
- Równomierne chłodzenie
W procesie produkcji kluczowe jest równomierne rozpraszanie ciepła w narzędziach produkcyjnych, zapewniające odpowiednią konsystencję tworzywa. Nierównomierny rozkład ciepła może prowadzić do niedolania materiału, co przekłada się na odkształcenia i wady w produktach końcowych. - Kontrola temperatury
Skuteczna kontrola temperatury jest kluczowa dla efektywności procesu. Bezzwłoczne ostudzenie materiału pozwala na szybsze wyjęcie elementu i kontynuację produkcji.
- Wybór odpowiednich materiałów
Dotychczasowa wkładka wykonana ze stopu berylu z miedzią o wysokiej przewodności cieplnej ograniczała możliwości chłodzenia tylko do jednej strony. Niejednolity rozkład temperatury wymagał niskiej temperatury wody chłodzącej, która musiała być bardzo zimna (zaledwie 16°C), aby odebrać odpowiednią ilość energii cieplnej. Przez to, że temperatura powierzchni wynosiła do 120°C, poziom wilgotności wzrastał, co zwiększało ryzyko korozji i konieczności częstego oczyszczania, nawet co 1-2 tygodnie.
Rozwiązanie
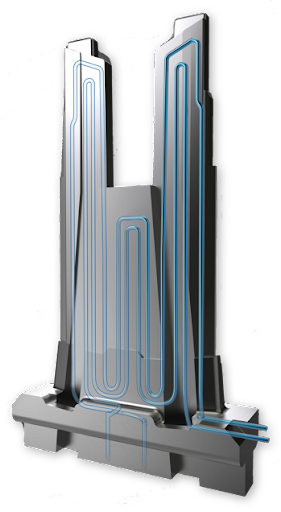
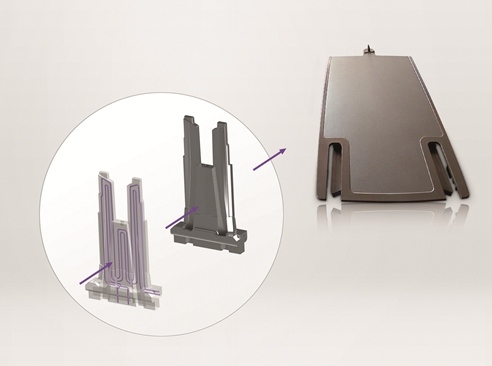
W odpowiedzi na wyzwanie przedstawione wcześniej konieczne okazało się opracowanie innowacyjnej wkładki chłodzącej, której zadaniem było skuteczne usuwanie ciepła nagromadzonego podczas procesu produkcyjnego. Projektanci postawili sobie za cel stworzenie systemu opartego na zintegrowanych kanałach chłodzących, co stanowi sprawdzone rozwiązanie wykorzystujące technologię DMLS. Firma skorzystała z niezawodnego systemu EOS M270, który do 2024 roku przeszedł kilka modernizacji i teraz dostępny jest jako model M290.
Kluczowe elementy rozwiązania to:
- Zintegrowane kanały chłodzące
- Odpowiedni materiał
Wskutek zastosowania kanałów o średnicy 3 mm firma osiągnęła efektywne chłodzenie, co pozwoliło skutecznie usuwać ciepło z narzędzia i elementu podczas produkcji.
Wybór stali narzędziowej 1.2709 (MS1) zapewnił wysoką wytrzymałość produktu, a proces DMLS umożliwił dodatkową obróbkę zwiększającą twardość wkładki do ponad 50 HRC. Takie właściwości mechaniczne gwarantują nie tylko wysoką odporność na zużycie, ale także obniżają koszty utrzymania.
{kind=link}
Kwestia chłodzenia to było coś, z czym borykaliśmy się od dawna. Wiedzieliśmy, jak ma wyglądać poprawiony element, ale jego produkcja była po prostu niemożliwa. Technologia przyrostowa pozwoliła nam dokonać przełomu. Byliśmy w stanie rozplanować kanały chłodzące dokładnie tak, jak chcieliśmy, a potem odpowiednio stworzyć rdzeń formy. Laser przetapia proszek metalowy warstwa po warstwie, więc w efekcie możemy uzyskać dowolny kształt. Jesteśmy bardzo zadowoleni z rezultatów. Konserwacja, jakość produktu końcowego, koszty i rozpraszanie ciepła są wprost idealne.
komentuje Pavel Strnadek, kierownik działu utrzymania narzędzi w firmie Magna
Rezultat
Stosując innowacyjny system chłodzenia i produkcji oparty na technologii przyrostowej Innomia osiągnęła oczekiwane rezultaty, zmieniając na stałe sposób wytwarzania komponentów. Firmie udało się poprawić rozkład temperatury, co wyeliminowało ryzyko odkształceń i wad produkcyjnych. Dodatkowo dzięki szybszemu odprowadzeniu ciepła używając wody o wyższej temperaturze (60°C), skutecznie obniżono zużycie energii. Poprzez utrzymanie temperatury powierzchni wkładki poniżej 90°C całkowicie wyeliminowany został również problem gromadzenia się wilgoci, znacząco poprawiając trwałość elementów. Skuteczność kanałów chłodzących przyczyniła się do skrócenia cyklu produkcyjnego o imponujące 17%, mając bezpośredni wpływ na tempo produkcji i oszczędność czasu.
{kind=link}
wyjaśnia Luboš Rozkošný, Dyrektor Generalny firmy Innomia
W rezultacie firma Magna odnotowuje wyraźne korzyści, w tym wydłużone okresy między przeglądowe oraz znaczne oszczędności finansowe, osiągając poprawę wyników firmy i zwiększając efektywność produkcji. Po 370 00 cyklach wytwórczych oszczędności wyniosły 20 tys. euro.
Podsumowując, technologia przyrostowa pozwala firmom z branży motoryzacyjnej dostarczać produkty o najwyższej jakości – Magna, jako dostawca części dla firmy Škoda jest tego dobitnym przykładem.