
- Strona główna
- Blog
- Profesjonalne systemy szybkiego prototypowania vs biurkowe drukarki 3D
Profesjonalne systemy szybkiego prototypowania vs biurkowe drukarki 3D
{kind=link}
W poniższym artykule przedstawiamy Państwu różnice pomiędzy profesjonalnymi systemami druku 3D pracującymi w technologii FDM, a biurkowymi drukarkami 3D typu open source.
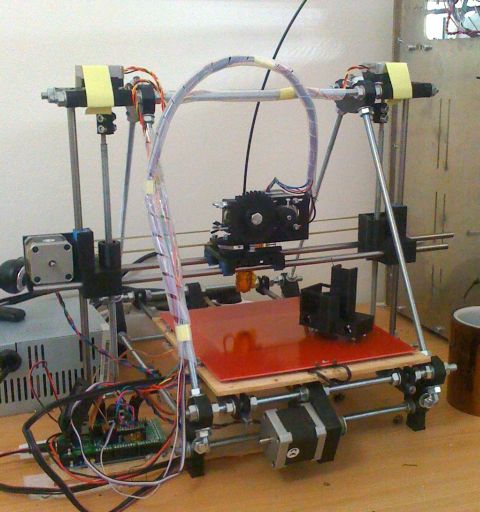
NISKOBUDŻETOWE SYSTEMY DRUKU 3D
1. Problem z powtarzalnością wymiarową
- Systemy niskobudżetowe wymagają regularnych kalibracji w celu zachowania jakiejkolwiek powtarzalności wymiarowej drukowanych modeli.


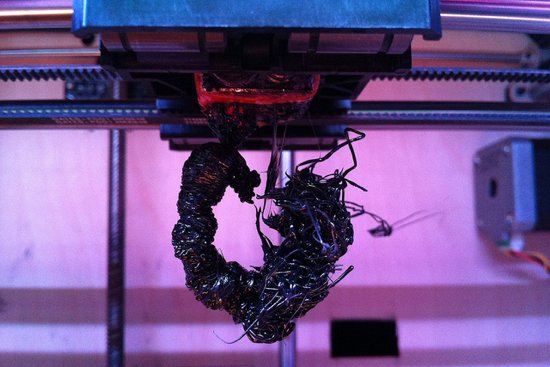
2. Problem ze skurczem materiału budulcowego ABS
- Problem występuje zwłaszcza w przypadku wydruków wielkogabarytowych tj. powyżej długości 10 cm i elementów płaskich.
- Modele odrywają się od platform, pękają, wykrzywiają się.
- Wymagane jest stosowanie dodatkowych klejów utrzymujących modele na platformie, taśm dwustronnych oraz stały monitoring procesów druku.
- Często inżynieryjny materiał ABS zastępowany jest biodegradowalnym PLA, który pod wpływem powietrza i światła staje się kruchy i chłonie wodę (co powoduje problemy opisane w punkcie 5).


3. Niestabilna konstrukcja
- Otwarte lub szkieletowe konstrukcje urządzeń nie gwarantują stabilności procesu druku. Wydruk wychładza się przez najmniejsze podmuchy powietrza.
- Materiał może tracić swoje właściwości lejne w pomieszczeniach klimatyzowanych.
- Cała konstrukcja urządzeń chwieje się w czasie wydruku, co powodując zaburzenia w dokładności wykonywanych elementów.
4. Ryzyko wypadku
- Materiały wytłaczane są w temperaturach od 220°C do nawet 380°C. Mimo to sama komora robocza oraz ekstrudery (wytłaczarki materiału) nie są zabezpieczone. W wyniku braku zabezpieczeń dojść może do wypadku lub oparzenia operatora w czasie obsługi lub czyszczenia maszyny.


5. Zapychające się dysze
- Stosowany w niskobudżetowych maszynach materiał często zapycha i zapowietrza dysze. W konsekwencji podzespoły takie jak głowice szybko się psują. Wymiany są kosztowne, powodują przestoje.
- Zdarza się, że małe maszyny nie posiadają gwarancji na naprawy u klienta. Muszą być odsyłane na koszt właściciela do serwisu.
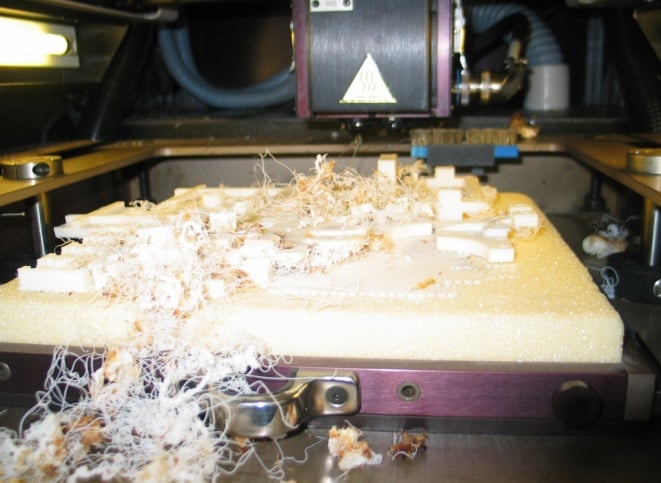
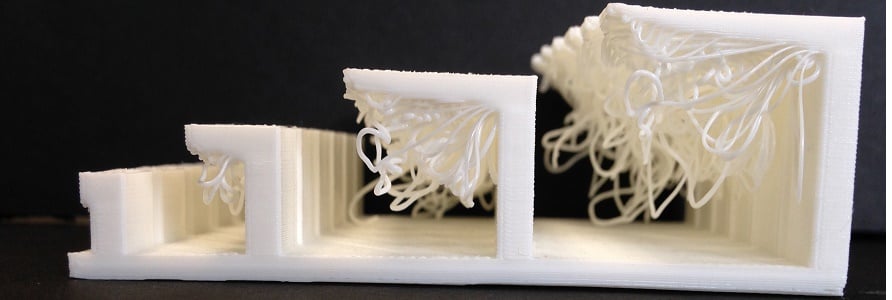
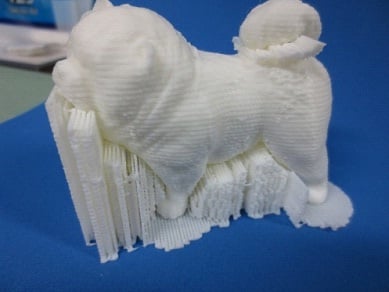
6. Trudne do usunięcia struktury podporowe
- Niskobudżetowe drukarki 3D bardzo często posiadają tylko jedną głowicę drukującą przez co nie możemy zastosować innego materiału z którego zbudujemy struktury podporowe. W takim przypadku metodą prób i błędów operator maszyny musi ręcznie ustawiać miejsca budowy i gęstość podpór.
- Zdarza się że maszyny posiadają drugą głowice ale nie mają opcji rozpuszczanego materiału podporowego, o właściwościach chemicznych innych niż materiał budulcowy. Rozpuszczalne podpory umożliwiają łatwe i szybkie oddzielenie docelowego modelu od struktur podtrzymujących.
- Oprogramowania niskobudżetowych drukarek nie posiadają opcji redukcji generowanych struktur podporowych. Konsekwencją jest wydłużenie czasu pracy maszyny, zwiększenie zużycia materiału, zwiększenie kosztów stworzenia elementu.
- Proces ręcznego odłamywania lub odcinania podpór jest pracochłonny i czasochłonny. W przypadku modeli precyzyjnych i cienkościennych w czasie ich ręcznego oczyszczania często dochodzi do uszkodzeń elementów lub ich deformacji.

7. W trakcie druku 3D okazuje się, że wygenerowane podpory są zbyt słabe aby utrzymać fragment wydruku, łamią się, a model zaczyna drukować się w powietrzu
8. Brak stabilności temperaturowej
- Maszyny wymagają ręcznej kalibracji temperatur (np. przy różnej temperaturze w pomieszczeniu) lub nie posiadają żadnych wytycznych temperaturowych dla danego materiału i wydruku.
- Materiały nie posiadają kart parametrów technicznych, nie określają zatem precyzyjnie dokładności i wytrzymałości budowanych części.
- Ręczne ustawienia temperatur wymagają ciągłego nadzoru nad przebiegiem pracy urządzenia.


9. Problem z drukowaniem modeli cienkościennych
- Wymagane jest zwiększenie grubości ścianki modelu i zmiana projektu.
- Konstrukcje załamują się lub w ściankach pojawiają się dziury.
10. Problem z oddaniem szczegółów drukowanych elementów- przyczyny
- Brak kontroli nad lejnością materiału (ręczne ustawienia temperatury w urządzeniu) .
- Brak kontroli nad składem chemicznym materiału (materiał od innych producentów niż producenci maszyn, często pochodzenia chińskiego).
- Materiał budulcowy nie spełnia norm jakości- niestabilna wymiarowo nić materiału powoduje zapchania dyszy, niedolania materiału i zaburzenia w geometrii budowanych elementów.

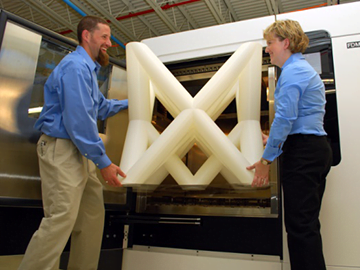
PROFESJONALNE SYSTEMY DRUKU 3D
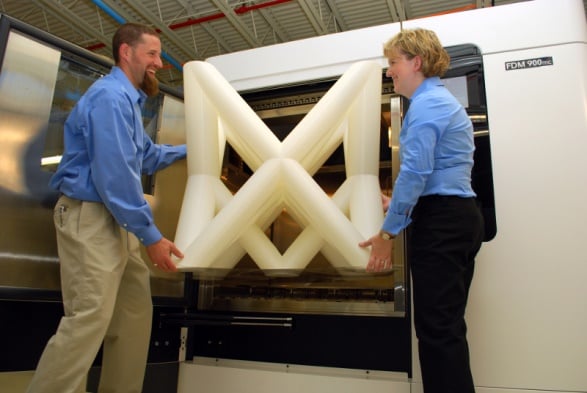
1. Gwarancja dokładności wymiarowej
- W systemach profesjonalnych stosowane są zbadane, certyfikowane materiały.
- Ich parametry są ścisłe określone w dostarczanych przez producenta kartach materiałowych (Material Data Sheets).
- Dobry jakościowo materiał gwarantuje stabilność procesu wydruku oraz dokładność wymiarową budowanych modeli, nawet w przypadku elementów o bardzo dużych gabarytach.
2. Materiały inżynieryjne
- Systemy profesjonalne zarówno konstrukcyjnie jak i softwarowo dostosowane są do pracy z materiałami inżynieryjnymi.
- W gamie materiałów budulcowych dostępne są m.in: PC, Nylon, ASA, PC ABS, ABS ESD7 czy Ultem (stosowane w zależności od wybranego modelu maszyny).
- Materiały inżynieryjne zapewniają wysoką wytrzymałość termiczną i mechaniczną.
- Materiały inżynieryjne posiadają również cechy szczególnie ważne przy doborze wydruku dla danej aplikacji np. certyfikat niepalności, odporność na światło UV, właściwości antystatyczne o rezystancji powierzchniowej docelowo 10(7) omów, wysoki współczynnik wydłużenia przy zerwaniu, wysoką udarność.
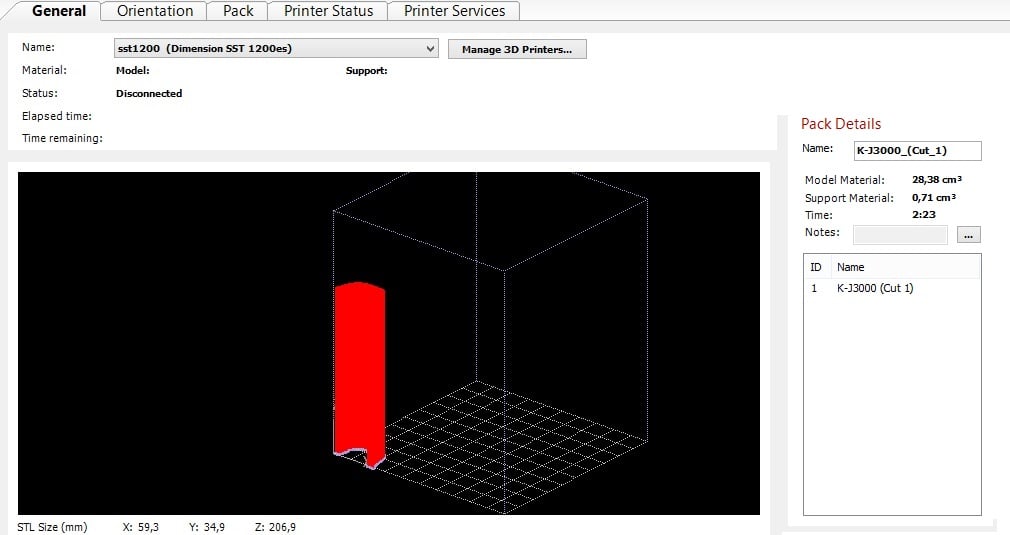
3. Zaawansowane oprogramowanie
- Oprogramowanie dostarczane jest w zestawie z system.
- Pozwala ono na prawidłowe przygotowanie pracy przed rozpoczęciem procesu druku.
- Automatyczne generowanie struktur podporowych (bez konieczności ich ręcznego ustawiania i rysowania).
- Bardzo dokładne wyliczenia czasu pracy maszyny (co do minuty).
- Bardzo dokładne wyliczenie zużycia materiału (co do grama).
4. Rozpuszczalny materiał podporowy
- Materiał wytłaczany jest z oddzielnego układu plastykującego niż materiał modelowy (z drugiego ekstrudera).
- Zbudowane z niego struktury podporowe rozpuszczają się w dostarczanym w pakiecie urządzeniu wykańczającym.
- Oczyszczanie odbywa się automatycznie bez konieczności dalszej ręcznej obróbki.
- Zastosowanie materiału podporowego umożliwia budowanie elementów cienkościennych, złożeń oraz modeli o skomplikowanej geometrie.
- Wszystkie modele czyszczone są w myjce w tym samym czasie co znacznie skraca czas obróbki.


5. Dedykowane pojemniki z materiałem
- Materiał zabezpieczony jest przed wpływem czynników zewnętrznych.
- Umieszczony w szczelnie zamkniętym pojemniku dłużej zachowuje swoje właściwości.
- Pojemniki mogą być przechowywane nawet kilka miesięcy po ich otwarciu.
- Każdy pojemnik zawiera chip, który pozwala na odczytanie przed rozpoczęciem wydruku i w trakcie pracy urządzenia następujących informacji: rodzaj materiału, ilość pozostałego materiału, nr partii, data ważności. Dzięki takim odczytom w pełni kontrolujemy procesy drukowania. Maszyna automatycznie dobiera parametry wydruku.
- Otrzymujemy również komunikat potwierdzający czy znajdująca się w pojemniku ilość materiału wystarczy na wykonanie całej pracy.
- Dodatkowo każda szpula materiałowa wyposażona jest w wbudowany osuszacz absorpcyjny zapobiegający zawilgoceniu materiału.

6. Opatentowany skład materiału
- Podstawowym filamentem stosowany w systemach profesjonalnych jest ABS. Materiał jest mieszaniną 68-80% ABS (Akrylonitryl-Butadien-Styren) i 20-32% kopolimeru SAN (Styren-Akrylonitryl) o średnicy maksymalnej 1,75mm.
- Skład materiału pozwala w pełni zapanować nad występującymi w ABSie skurczami, dzięki czemu zyskujemy pewność, że rozpoczęta przez nas wielogodzinna praca nie oderwie się od platformy i nie spowoduje uszkodzenia głowicy wytłaczającej materiał.


7. W trakcie druku 3D kończy się materiał
- Przed rozpoczęciem procesu druku w czasie wczytywania pracy maszyna wylicza czas druku oraz zużycie materiału. Jeśli w szpulach znajduje się za mało materiału (komputer sprawdza ilość) otrzymamy powiadomienie o konieczności zmiany szpuli lub uzupełnieniu materiału w czasie procesu druku.
- Gdy operator mimo wcześniejszego komunikatu nie uzupełni materiału maszyny profesjonalne włączają zabezpieczenia programowe.
- Proces druku zostaje wstrzymany a na wyświetlaczu pojawia się komunikat z prośbą o uzupełnienie materiału.
- Po uzupełnieniu budulca proces zostaje wznowiony a model jest dalej drukowany.
8. Gwarancja i wsparcie techniczne
- Maszyny objęte są pełną gwarancją polskiego certyfikowanego przedstawiciela.
- Firma Bibus Menos posiada 10 letnie doświadczenie z systemami druku 3D.
- Wykwalifikowana grupa inżynierów aplikacyjnych zapewnia zarówno opiekę techniczną jak i wsparcie w przypadku doboru materiału lub dostosowania procesów wydruku do danej aplikacji.

9. Masywna budowa systemów profesjonalnych
- Sztywny układ kinematyczny przewidzianymi do pracy ciągłej 24/7/365.
- Stosowane komponenty zapewniają dużą wydajność oraz długą żywotność układu plastyfikującego .
- Automatyczny pomiar równoległości stołu.
- Regulacja wysokości głowicy suportowej niezależna od ruchu filamentu wyklucza powstawanie kolizji głowicy z budowanym materiałem.
- Układ chłodzenia głowicy powietrzem pobieranym z zewnątrz maszyny. Pozwala to na dużo szybszą pracę i eliminuje ryzyko nieprawidłowego wprowadzenia materiału do ekstruder.
- System dostosowany do wytłaczania materiałów wysokotemperaturowych.

Osoba kontaktowa:
Agnieszka Ejsmont-Mierzwińska
Specjalista ds. Systemów Szybkiego Prototypowania
e-mail: mie@bibusmenos.pl
tel.: +48 784 431 769